DRIVE TECHNOLOGIES 01 02
DRIVE TECHNOLOGIES 01 02 03 0,01 mm – increments. At the end of each operation, the graphic is compared to the standard graphs and take actions for any faults. With this implementation, one can control the quality of all incoming parts to the work station form the supplier or previous station, 100 %, without spending any time or cost during the operation. TOX-Powerpackage cylinders can easily be controlled to achieve sophisticated movements like, clinching operation, with very simple pneumatic valves and other equipments. Pneumohydraulic cylinders are completed with pneumohydraulic power units and hydraulic cylinders with pneumatic return feature to form a big family. These – so called - KT systems gives you to make systems several actuators moving in different directions and at different forces, fed from one transducer. With KT systems you can use robots with smaller pay load capacities by using small and light hydraulic cylinder at the robot hand and feed it from a pneumohydraulic power unit installed on a few axis behind which can carry much larger payloads without problem. This way great savings can be achieved at robot investments, and faster movements with easier implementation. TOX Pressotechnik offered EPMx series electric cylinders to the users who require very accurate movements. EPMx series have different models starting from 10 kN to 700 kN. In all models the user can have precise controls accurate to 0,01 mm. An axis controller with a very user friendly interface gives its user an ability of programming very delicate and complicated movements in great easiness. Strain sensors are installed on the body and are accurately calibrated to give reliable electrical signals of forces at the working rod tip, in real time. The process can much better be managed even for very difficult applications like placing elastomers accurately. TOX-ElectricDrive offers the machine builders and end users ability to produce sustained quality when managing quality while producing. A joining technology, TOX-Clinch point TOX-Clinching is a joining technology for both ferrous or, nonferrous sheet metals in all combinations. It can be used for sheets in total thicknesses from 0,2 to 20 mm. The sheets to be joined in different kinds and thicknesses. Same kinds of materials can be joined. Also, combinations like Steelaluminium, stainless steel-galvanised steel, copper-aluminium can be joined. Not only sheets of same ticknesses but, different thicknesses can also be joined easily. In TOX-Clinching no energy is transferred to the joining elements. Therefore, unlike welding, there will not be deformations or metalurgical changes during clinching; no need for surface preparations or conditions, no need for finishing after the operation, as there is no heating to melt the metal and cooling afterwards. The surfaces may be coated with electrical insulating material like paint or, coated with material like galvanise or aluminise wich can burn when heated a little. With such features, TOX-Clinching is simple and fast economic. TOX-Clinching is simple, there is no need for skilled operators to perform; only a few parameters for the process, can easily be managed with simple machinery. TOX-Clinch Point is strong and reliable; its repeatability is higher than most of the other joining Technologies. Every joining will repeat the same physical properties with which testing is un necessary. Clinching is based on cold flowing of metals; under heavy forces, the metals squeezed between the die and the punch, flow upwards to form the inner lock which holds the two layers firmly joined together. The forms of the punch tip and the form of 40 MDA Technologies 1/2015
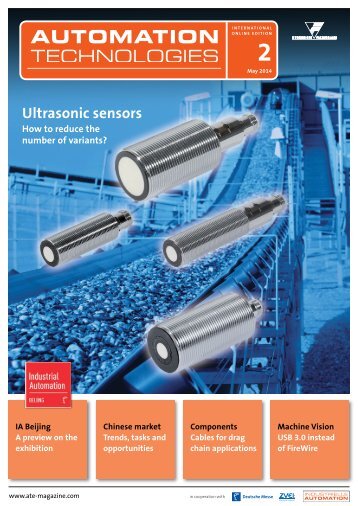
04 01 Joining technology TOX-Clinch point 02 Electromechanical servo drive TOX-ElectricDrive type EPMK 03 Pneumohydraulic drive TOX-Powerpackage 04 Pneumohydraulic drive TOX-Powerpackage the die is different for different thicknesses and kinds of material. Thought the geometry is very important critical, still the performance of clinching tolerates slight changes in quality and thicknesses of the material and the coating. The geometry of the punch tips and the die forms are identified in TOX-Test Laboratory and even big changes will not cause significant degradation of strengths. Therefore, different material combinations in different thicknesses, within certain limits, can be clinched using the same tool set. The tool selection in the lab, can be optimised for this kind of application. TOX-Tools are made for working under severe conditions. Due to the high technology, they have a long life like several hundreds of thousands of operations. TOX- Dies are solid single piece parts. They last longer than the dies with moving parts. In a White good manufacturing plant, tools which made more than 500,000 operations, were analysed and no degradation in the strengths was found in the clinched parts. Under normal conditions there may be some deformations on the die anvil after a few hundred thousands of operations. If the depth of anvil is found more than 0,15 mm deeper than the value appeared on the test report, it may be time to replace both tools. A periodic checking of anvil depth at every 100,000 operations, the user can easily detect this. The TOX-Punch lasts generally longer. Metal fatigue may be one reason for the breakage or misalignment or, usages which cause misalignment may be another reason. However, there may also be wearing of the punch geometry. This also affects strength of the clinch point. Therefore, TOX Pressotechnik always advises to change the tools together. After such a long life time, changing tools does not affect the economy of clinching. At the end of the TOX-Clinching operation, the work part will be drawn around the tip of the punch firmly. There is a need for a proper stripping. If the retraction starts befor the punch is stripped off the work part, the tip may breake due to bending of the tip by the work part –especially for large parts. TOX-Clinching may be done at several points simultaneously. After all, you need a certain press force for each clinch points. Simple multiplication of this force by the number of simultaneous operatis, will give you the necessary force needed. Applying this force will be enough to apply 30 or more TOX-Points to be clinched properly. TOX-Clinching can easily be implemented to fully automated production lines and robot operations. All operational parameters are known and they are only a few. Therefore, implementation is very easy and full control over the quality can be achieved economically in simple ways. You need only compressed air at the application point. No need for large cables, hoses for cooling etc. It is a fast and simple operation; there is no need for heating and cooling. With these features, for high volume production lines it is preferred by the plants and the machine builders. MKD Makine in Turkey has a skilled and qualified technical team. With the support of TOX Pressotechnik, MKD Makine is capable of supporting all the needs of the users and machine builders for technical assistance for selection and designing and start up and maintenance of all systems for both pneumohydraulic systems and clinching operations. www.tox-en.com Company name: TOX Pressotechnik Established: 1978 Headquarters: Weingarten, Germany Employees: approx. 1000 worldwide Products: press drive systems and joining techniques About MDA Technologies 1/2015 41