FROM RESEARCH uniform
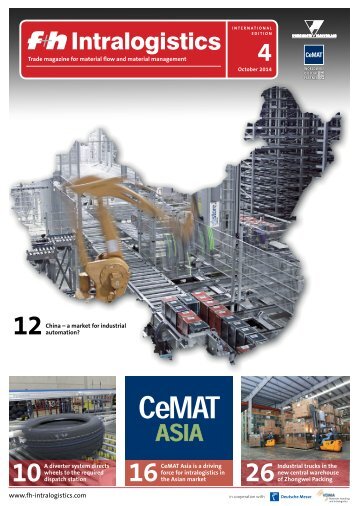
FROM RESEARCH uniform timing layout based S S S S S S key S S S S S S S S S station with throughput of two containers per hour S S S S S S S S road with assigned travel direction route blue 1 tugger train route yellow 1 tugger train route green 1 tugger train route red 1 tugger train S S S uniform time (for example 30 min.) S route blue 3 tugger trains route green 2 tugger trains S S cycle route blue (e.g. 14 min.) cycle route green (e.g. 20 min.) S S tugger train travel on blue route consisting of: start in the train station loading in the train station delivery return to the train station 02 Comparison of the resulting routes and timetables with different planning approaches also ensuring that recurring modifications to the tugger train system are kept to a minimum, which is significantly influenced by the planning approach selected when designing the route. Route design plans As part of the route planning process, the individual provision areas must be grouped into routes and timetables for the routes must be set in such a way that all operational guidelines (e.g., traffic routes, one-way street regulations) are adhered to and the required transport volume is supplied [3]. In this regard, there are primarily two different approaches [4]. As part of the uniform scheduling approach, routes are selected in such a way that they can be operated by one driver in accordance with a cycle time that is determined beforehand. Specific routes are generated by “joining” provision areas until either the transport capacity is exhausted or the driver can no longer adhere to the cycle time due to the length of the route. Balancing the course of the route on the driver ensures optimum cycle time management. However, throughput changes (Figure 01) following adjustments to the routes must be About fml Department taken into consideration, which means that the route and any changes to it need to have a certain degree of flexibility. However, in a lot of applications this is only possible to a limited extent due to a variety of limitations. These include, among other things: n Recurring training costs for employees n Increased data maintenance for production systems, e.g., due to the manual adjustment of control loop data or routes n Continuous adjustment of visualizations (timetable, routes, labels, container labels, etc.). From a business perspective, it can be advantageous to maintain specified routes and primarily react to a change in the trans- The Department for Materials Handling, Material Flow and Logistics (fml) is an open research institution which will contribute significantly to scientific progress in the fields of materials handling and logistics. The knowledge gained in basic research forms the basis for the development of innovative solutions to current and practiceoriented issues from the fields of science and industry. Continuous transfer of notions and problem-specific knowledge adaptation, as the training of young talents, are also among the core tasks of the Department. As important research contents and in addition to technical logistics, the control and optimisation of material flow processes by means of technologies of identification are treated together with the further development of logistics planning, based on digital tools, and the role of man in logistics. The Department is involved both in the fields of basic research, financed by public bodies, and application-oriented research, as well as in research collaborations with industrial partners. Research scopes are thereby often handled in interdisciplinary collaboration. 16 f+h Intralogistics 2/2015
FROM RESEARCH port volume by adjusting the cycle time. By using the layout-based planning approach, routes are primarily determined based on layout restrictions and operational regulations. The cycle time is then determined based on the actual transport volume. Routes with a lot of assigned stops and/or fast-moving materials are therefore operated more frequently than routes with fewer stops. The subsequent course of the routes and timetables for both planning approaches are compared using examples in Figure 02. This example is based on the throughput of two bulk containers per stop per hour and an available route capacity of four bulk containers. However, different cycle and turnaround times between the routes can, among other things, mean that several tugger trains have to be used on one route and that the schedule of tugger train drivers is not used to its optimum capacity. Additionally, routes with different cycle times can have departure times that overlap unfavorably, thus resulting in obstructions at the station or at the source of materials. Such systems would be operated ineffectively without an intelligent timetable logic and the dynamic assignment of staff. using the current consumption data from the operational system or planning values. Throughput values can be determined with relatively little effort as they are only based on the route and are not required for each point of use. This information can be used in analytical calculations to determine the capacitive loads and temporal utilization of the routes based on the current cycle times that are used. It is up to the operator/planner to decide when it is necessary to modify the routes. The user is requested to reduce the cycle times of the relevant route(s) if the capacitive load exceeds predefined limit values following a change of the throughput. For this purpose, possible cycle times are suggested using the carefully devised calculation process, so that all of the routes can be grouped together without overlapping. A new timetable can then be calculated and optimized based on the modified cycle times that have been specified. The times of the individual routes are then arranged so as to ensure optimum cycle time management. Dynamic staff assignment is used during this process, which ensures that a driver will take on the next possible route once a route is completed. Visualiza- tion options are also implemented for the created timetable. An automatic export interface has also been provided as different timetables are managed within the operational system to control the actual material flow. References: [1] Arlt, T.: Neue Wege in der Automobillogistik bei BMW, 21. Deutscher Materialfluss-Kongress. (“New Approaches for Automotive Logistics at BMW, 21st German Materials Flow Convention”) Garching near Munich: March 29, 2012 [2] Günthner, W. A.; Klenk, E.; Galka, S.: Stand und Entwicklung von Routenzugsystemen für den innerbetrieblichen Materialtransport – Ergebnisse einer Studie. (“Status and Development of Tugger Train Systems for In-House Material Transport – Results of the Study”) Munich: Institute for Materials Handling, Material Flow, Logistics, 2012 [3] Emde, S.; Boysen, N.: Optimally Routing and Scheduling Tow Trains for JIT-Supply of Mixed- Model Assembly Lines. In: European Journal of Operational Research (2011) [4] Günthner, W. A.; Durchholz, J.; Klenk, E.: Schlanke Logistikprozesse – Handbuch für den Planer. (“Lean Logistic Processes - The Planner’s Manual”) Berlin: Springer Vieweg, 2013 Images: Lead photo BMW Group, 01 – 03 fml www.fml.mw.tum.de Maintaining the production rate Based on the previously specified operational framework conditions, BMW opted for a layout-based planning approach as it guarantees a high level of flexibility while also not requiring a lot of modifications. As the tugger trains in this application are operated in a fully-automated central station and loaded in an automatic small parts warehouse, a great deal of importance was placed on the development of a suitable timetable logic from the outset. Routes with different cycle and turnaround times must be synchronized within the station so that starting the runs can be staggered and the automatic system is used as evenly as possible. The uniform utilization of personnel must also be guaranteed. The developed timetable logic was implemented in a software tool, that is currently used in several vehicle plants of the BMW Group (Figure 03). The most important element is data management. The latest shift models, route data (number of routes, assigned stops, current cycle times), process time values, and transport volume are managed here. The transport volume is updated on a regular basis 03 Structure and functions of the developed timetable tool f+h Intralogistics 2/2015 17